
Choosing between HMPE rope and steel wire rope can affect the safety, efficiency and total cost of an offshore operation. HMPE provides high strength at a much lower weight, while wire rope remains widely used for its durability, temperature tolerance and compatibility with established offshore equipment.
Neither material is universally better. Selection depends on the intended application, required line strength, loading conditions, winch and sheave arrangement, operating environment, inspection regime and certification requirements.
It is also important to distinguish between lifting, mooring, towing, pulling and general winch-line duties. A rope suitable for one application is not automatically suitable or certified for another. The rope, terminations and associated equipment must be evaluated as one complete system.
Key Takeaways
- HMPE rope offers high strength at a fraction of the weight of comparable steel wire rope.
- Wire rope provides established durability, inspection practices and compatibility with many existing offshore systems.
- HMPE does not corrode like steel, but it is sensitive to heat, sharp edges and creep under sustained load.
- Synthetic rope should not replace wire rope without checking the winch, drum, sheaves, terminations and operating procedure.
- The final selection must be based on the exact rope assembly, application and certification—not generic material properties.
What Is HMPE Rope?
HMPE stands for high-modulus polyethylene. HMPE fibres are produced from ultra-high-molecular-weight polyethylene and are used to manufacture lightweight, high-strength synthetic ropes.
HMPE rope is valued offshore because it can provide high line strength while significantly reducing transport weight, deck loading and handling requirements. Many HMPE constructions have a specific gravity below that of water and therefore float, although covers, terminations and attached hardware can affect the behaviour of the complete assembly.
HMPE also has low water absorption and does not corrode like steel. However, its performance depends on several factors:
- Fibre grade
- Rope construction
- Coating or protective cover
- Splice and termination design
- Applied load and load duration
- Temperature
- Bend radius
- Abrasion and cutting exposure
Unique Group supplies FBR HMPE Double Braided Rope for applications including winch lines, mooring systems and selected lifting operations. Its double-braided construction is designed to provide additional protection against abrasion and particle ingress. Final suitability must be confirmed using the product datasheet, certification and project requirements.
What Is Wire Rope?
Wire rope is manufactured from steel wires formed into strands around a core. Its strength, flexibility, fatigue performance and resistance to rotation depend on its construction, wire grade, core, lay direction, lubrication and termination.
Steel wire rope is widely used on offshore cranes, hoists, winches and load-handling systems. Its behaviour is well understood, and many offshore assets already have drums, sheaves, sockets and inspection procedures designed around a particular wire-rope construction.
However, wire rope is significantly heavier than HMPE and can corrode if it is not correctly lubricated, stored and maintained. Service inspections must account for deterioration such as broken wires, corrosion, wear, crushing, kinks, birdcaging, diameter reduction and termination damage.
What Is the Difference Between HMPE Rope and Wire Rope?
The principal difference is that HMPE provides high line strength at a much lower weight, while wire rope offers proven durability, higher temperature tolerance and compatibility with conventional offshore equipment.
The correct comparison must be made between exact rope products and finished assemblies—not between HMPE fibre and steel as raw materials.
| Criterion | HMPE rope | Wire rope | Selection consideration |
|---|---|---|---|
| Weight | Significantly lighter for comparable line-strength requirements. | Considerably heavier, particularly in long lengths and large diameters. | Calculate transport weight, deck loading and handling requirements. |
| Buoyancy | Many HMPE constructions float, subject to covers and terminations. | Steel wire rope sinks. | Buoyancy can affect deployment, recovery and subsea behaviour. |
| Strength | High strength-to-weight ratio. Actual strength depends on fibre grade, construction and termination. | Available in numerous high-strength constructions for offshore duties. | Compare certified strength for the exact finished assembly. |
| Elongation | Generally low elastic elongation, but bedding-in and creep must be considered. | Depends on rope construction, core and load history. | Review the complete load–elongation curve for dynamic operations. |
| Creep | Can undergo permanent elongation under sustained load. Creep depends on fibre grade, load, time and temperature. | Does not experience polymer creep under normal service conditions. | Particularly important for permanent and long-term mooring. |
| Abrasion and cutting | Covers and coatings can improve abrasion resistance, but sharp edges and heat can cause serious damage. | Generally more resistant to rough contact and cutting, but wires can wear and break. | Inspect deck edges, fairleads, sheaves, grooves and contact surfaces. |
| Bending fatigue | Performance depends on tension, sheave diameter, groove condition and load cycles. | Repeated bending can cause wire fatigue, especially at reverse bends and drum crossovers. | Confirm the required D/d ratio for the exact rope. |
| Corrosion | Does not corrode like steel and has low water absorption. | Requires lubrication, corrosion protection and suitable storage. | Consider seawater exposure and maintenance capacity. |
| Temperature | Can be damaged by environmental or friction-generated heat. Limits are product-specific. | Steel generally tolerates higher temperatures, although the lubricant, coating and core may limit performance. | Check brake heat, drum temperature, hot work and manufacturer limits. |
| Rotation | Braided constructions can offer low-torque or torque-neutral behaviour. | Depends on whether the rope is conventional, rotation resistant or non-rotating. | Rotation characteristics are critical for hoisting and subsea lifting. |
| Inspection | Requires material-specific inspection and retirement criteria. | Uses established visual and, where required, nondestructive inspection methods. | Inspection personnel must be trained for the selected construction. |
| Cost | Often has a higher initial purchase price. | Often has a lower initial cost and wider availability. | Compare total cost, including transport, handling, maintenance and downtime. |
When Is HMPE Rope the Better Choice?
HMPE can be worth evaluating when weight reduction, handling efficiency and corrosion resistance are operational priorities.
In deepwater lifting and lowering operations, the suspended weight of a long steel wire rope can consume a significant part of the crane or winch capacity. A lighter HMPE rope may leave more capacity available for the payload while also reducing mobilisation and installation requirements.
HMPE may be suitable when:
- Long rope lengths must be transported or deployed
- Deck loading or storage space is restricted
- Manual and mechanical handling needs to be reduced
- Corrosion resistance is important
- A floating line is beneficial
- The equipment is designed or approved for synthetic rope
- Product-specific inspection criteria are available
- The complete rope assembly can be certified for its intended duty
Lower weight can reduce handling demands and eliminate injuries from protruding broken steel wires. However, HMPE creates different risks involving heat, cutting, incorrect spooling, internal damage and recoil. Personnel must still remain outside the line of pull and designated snap-back or recoil zones.
When Is Wire Rope the Better Choice?
Wire rope may remain the preferred option when the offshore crane or winch has already been engineered for a particular steel-wire construction.
It may also be more appropriate when:
- The rope will encounter rough or cutting contact surfaces
- Higher operating temperatures are expected
- Established inspection methods are required
- Existing drums, sheaves and terminations are designed for wire rope
- Rotation behaviour has already been established for the hoisting system
- Client, vessel, class or flag requirements specify wire rope
- Synthetic-rope conversion would require extensive equipment changes
- Suitable synthetic-rope certification is unavailable
Wire rope must still be selected for the specific duty. A general-purpose wire rope is not automatically suitable for an offshore crane, subsea lift or multilayer winch.
Can HMPE Rope Replace Wire Rope on an Offshore Winch?
HMPE can replace wire rope in selected systems, but it should not be treated as a direct, diameter-for-diameter substitution.
Before conversion, the following must be checked:
- Maximum line pull and dynamic loading
- Drum diameter, width and surface condition
- Groove profile and multilayer spooling behaviour
- Installation and back-tension requirements
- Fleet angle
- Sheave diameter and groove geometry
- Fairleads, rollers and other contact surfaces
- Brake-generated and friction-generated heat
- Rope coefficient of friction
- Termination and splice efficiency
- Required drum wraps
- Inspection access
- Equipment manufacturer approval
- Applicable class, flag and client requirements
Synthetic rope can behave differently from wire rope under compression and cross-winding. Incorrect spooling may cause line embedment, localised damage or heat generation. A conversion may therefore require hardware modifications, revised operating controls and new inspection procedures.
How Should HMPE and Wire Rope Be Inspected?
Inspection must follow the rope manufacturer’s instructions, equipment requirements and applicable standards.
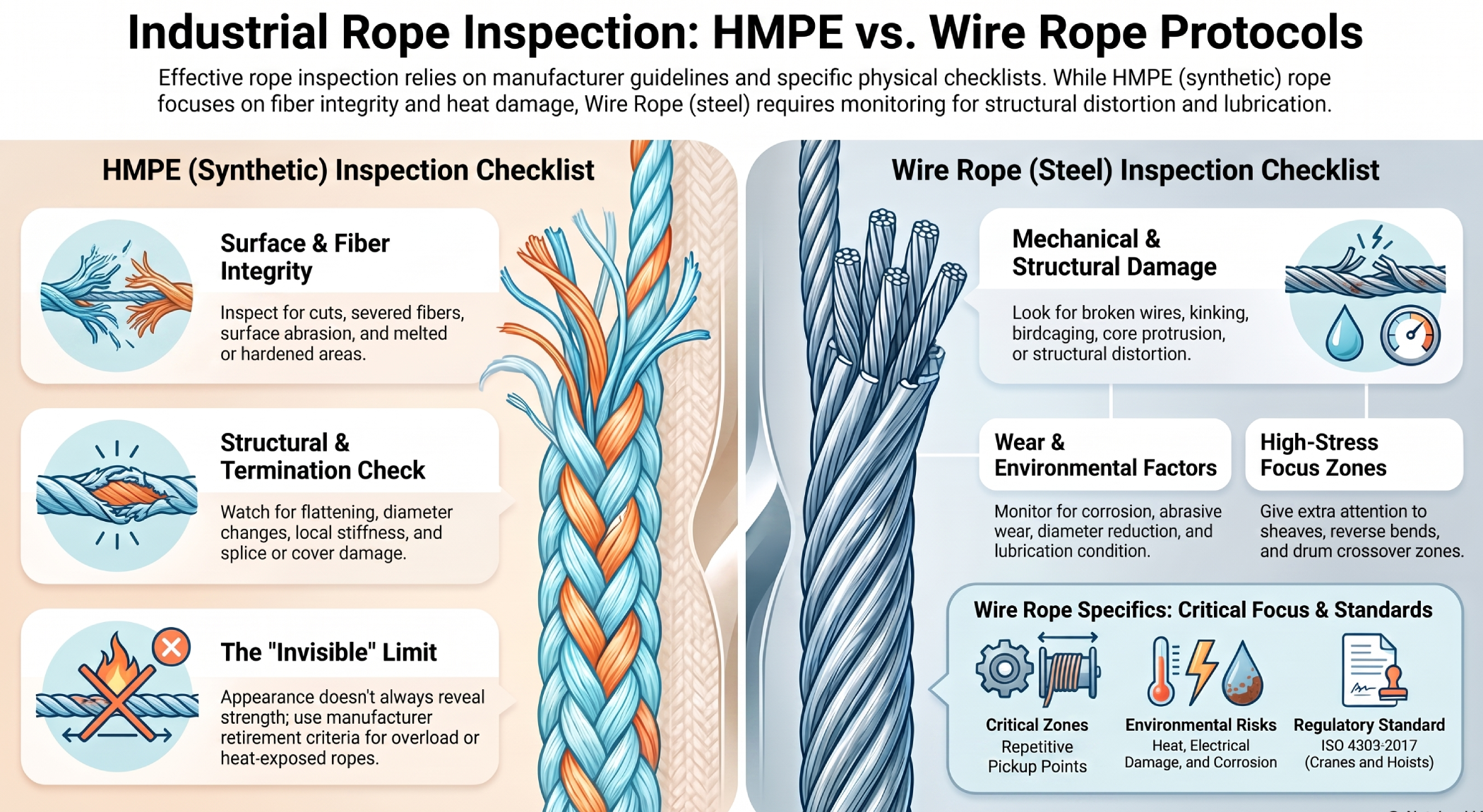
HMPE rope should be inspected for:
- Cuts and severed fibres
- Surface abrasion
- Melted, glazed or hardened areas
- Pulled or displaced strands
- Flattening and abnormal diameter changes
- Local stiffness
- Contamination
- Protective-cover damage
- Splice movement and termination damage
- Known overload, shock-load or heat exposure
The visible appearance of a synthetic rope does not always reveal its remaining strength. Manufacturer-approved retirement criteria are therefore essential.
Wire rope should be inspected for:
- Broken wires or strands
- Corrosion
- Abrasive wear
- Kinking and crushing
- Birdcaging or structural distortion
- Core protrusion
- Diameter reduction
- Heat or electrical damage
- Lubrication condition
- Damaged sockets and terminations
Particular attention should be given to sheaves, reverse bends, repetitive pickup points and drum crossover zones. ISO 4309:2017 provides principles for the care, maintenance, inspection and discard of steel wire ropes used on cranes and hoists, including offshore cranes.
What Standards Apply to Offshore Rope Selection?
The applicable requirements depend on the rope, equipment, vessel, location and operation. Relevant references may include:
- DNV-RP-E305 for documenting that offshore fibre ropes are fit for their designated service
- ISO/TS 23624:2021 for the safe use of high-performance fibre ropes in crane and associated winch applications
- ISO 4309:2017 for crane and hoist wire-rope inspection and discard
- Applicable class rules, flag-state requirements, client specifications and manufacturer instructions
SOLAS Regulation II-1/3-13 entered into force on 1 January 2026 and introduced requirements covering the design, operation, inspection, testing and maintenance of covered onboard lifting appliances and anchor-handling winches. Applicability and exemptions depend on the vessel and equipment. IMO guidance on the 2026 requirements
A rope certificate alone does not establish that the rope is approved for every offshore duty.
Offshore Rope Procurement Checklist
Before selecting HMPE or wire rope:
- Define the application: lifting, mooring, towing, pulling, deployment, recovery or general winch use.
- Confirm the loads: include static load, dynamic amplification, shock loading, load duration and expected cycles.
- Request product-specific data: certified breaking strength, construction, diameter, mass, elongation, temperature limits and termination details.
- Check the complete system: review drums, sheaves, fairleads, rollers, fleet angles, groove geometry and D/d ratios.
- Assess the environment: consider seawater, UV, mud, sand, chemicals, sharp edges, heat and storage.
- Define inspection requirements: establish inspection intervals, damage classifications and retirement criteria.
- Verify compliance: confirm traceability, certification, manufacturer approval and applicable project requirements.
- Compare total cost: include transport, installation, handling, maintenance, equipment changes and downtime.
Selecting the Right Rope for Offshore Operations
The choice between HMPE and wire rope should begin with the operation—not with a preference for one material.
HMPE can provide meaningful weight, handling and corrosion-resistance benefits. Wire rope continues to offer proven performance across established offshore cranes, winches and load-handling systems. The safest and most cost-effective result comes from evaluating the rope, terminations, machinery, environment and operating procedure as one engineered system.
Choosing between HMPE and wire rope? Share your application, load data, winch arrangement, sheave layout, environmental conditions and certification requirements with Unique Group.
Speak with our lifting and mooring specialists to discuss your project requirements.










")












